INTRODUCCIÓN
La empresa chocolatera Sol Norteño
trabaja con la misma maquinaria que empezó a utilizar hace más de 10 años, pero
carece de capacitación técnica en el uso de máquinas y procesos.
No existe programación en el proceso
de elaboración del chocolate ya que se utilizan diferentes tamaños de lote; el
peso de las barras de chocolate es mayor o menor que el peso indicado en el
paquete, los indicadores de calidad no son satisfactorios, las barras de
chocolate no son perfectas, etc., lo que se refleja en la calidad de los
productos de chocolate, lo que resulta en imprecisiones en la capacidad del
proceso retrasada. Desde sus inicios en la década de 1990, el Lean
Manufacturing ha evolucionado hasta convertirse en una ciencia de mejora
continua y resolución de problemas.
Esta empresa, que se especializa en
chocolates envasados en tazas, adoptó el método "lean" como método
para mejorar el proceso de producción y descubrió que el proceso de producción
estaba plagado de desorganización, desorden y congestión. La fábrica de
chocolate Sol Norteño no permite estandarizar sus procesos, volverse
competentes ni satisfacer las exigencias actuales del mercado. Para reducir
desperdicios y aumentar la productividad de las líneas de producción de la
planta Sol Norteño, se recomienda un enfoque de mejora continua de Lean
Manufacturing; Los problemas se ven como oportunidades de mejora y se destacan
diversas opciones, que no solo ayudarán a encontrar una solución, sino que
también ayudarán a crear una unidad libre de desperdicios, ordenada y
económica.
De acuerdo con el Codex Alimentarius
(2019) “El chocolate para taza está compuesto por un 35% de cacao, un 18% de
manteca de cacao y un 14% de extracto seco magro de cacao. Además, puede
contener un máximo del 8% de harina y/o almidón de trigo, maíz o arroz.”.
El chocolate según el Inacal (2018) “El chocolate para taza es una mezcla
homogénea que se obtiene a partir de la pasta de cacao o cacao en polvo, azúcar
y mantequilla de cacao. Además, puede incluir sustancias aromatizantes
permitidas, productos lácteos, agentes emulsionantes, antioxidantes y
conservadores permitidos”.
Los sistemas de gestión, según
Palacios et al. (2016), indican que en la actualidad nos enfrentamos a un mundo
con competidores cada vez más numerosos, donde se emplean tecnologías
actualizadas y los consumidores son más exigentes, demandando bienes con
especificaciones que satisfagan sus necesidades.
Por lo tanto, las empresas se ven obligadas a mejorar
continuamente los procesos para satisfacer las demandas de los consumidores y
estandarizar estándares para lograr la calidad del producto.
El Lean Manufacturing, de acuerdo
con Susilawati et al. (2014), se define como una
filosofía de mejora de procesos de manufactura y/o servicios que se basa en la
eliminación de desperdicios y actividades que no aportan valor a los procesos.
De acuerdo con Faulí et al. (2016),
las 5S se originaron en Toyota en la década de 1960 con el propósito de lograr
lugares de trabajo mejor organizados, más ordenados y limpios de manera
permanente, con el objetivo de aumentar la productividad y crear un entorno
laboral más favorable.
La primera etapa de las 5S, conocida
como Seiri, se basa en separar las cosas útiles de
las que no lo son, identificar lo necesario frente a lo innecesario y eliminar
objetos o utensilios que carecen de utilidad. En resumen, se trata de organizar
y simplificar el entorno de trabajo al eliminar distracciones y excesos.
La segunda etapa de las 5S, conocida
como Seiton, implica organizar la disposición y
ubicación de los elementos de manera que puedan localizarse y utilizarse de
forma sencilla y ágil.
La tercera etapa, Seiso, se centra en mantener condiciones adecuadas de aseo
e higiene de forma permanente. El operario se convierte en un apoyo para el
mantenimiento preventivo y correctivo diario o por turno, asegurando la
eliminación de desperdicios y defectos que puedan surgir debido a la falta de
limpieza.
La cuarta etapa, Seiketsu,
se refiere a mantener la salud mental y física de cada trabajador, así como a
garantizar medidas de seguridad y condiciones de trabajo sin contaminación. Se
busca crear un ambiente saludable y propicio para la labor.
Por último, la quinta etapa, Shitsuke, corresponde a la disciplina. En esta fase, se
procura normalizar la aplicación del trabajo y convertir en hábito todos los
estándares establecidos en las etapas anteriores.
Según Bonals
(2016), un diagrama de Pareto es una gráfica que muestra de manera ordenada la
importancia o magnitud de la frecuencia de ocurrencia de las distintas causas
de un problema.
Por otro lado, Montgomery y Runger (2016) definen una carta de control como una
representación gráfica de las mediciones a lo largo del tiempo de una o varias
características de calidad del proceso bajo investigación. Esta herramienta es
ampliamente utilizada y poderosa para identificar las causas de variabilidad en
un proceso.
MATERIALES Y
MÉTODOS
El tipo de la investigación fue de
carácter descriptivo, se utilizó el sistema de gestión de calidad Lean
Manufacturing, y las 5’S como herramienta de gestión.
Se elaboró una serie de planes y
objetivos de 5 pasos que se deben lograr al implementar una propuesta de Lean
Manufacturing para una fábrica de chocolate.
1. Diagnóstico y preparación
En esta primera etapa se efectuó un
estudio de la situación en que se hallaba la empresa Sol Norteño, con el fin de
comprender por completo el proceso de productivo para su estudio. Se planteó el
uso de la herramienta 5’s para crear una serie de progresos en las operaciones
de la empresa.
2. Proyección
En una primera fase se investigó la
situación de Sol Norteño con el fin de conocer plenamente su proceso productivo
para los efectos de la investigación. Se propone utilizar 5 herramientas para
implementar varias mejoras en la operación de la empresa.
3. Consolidación
Para garantizar el modelo,
intentamos minimizar las pérdidas operativas relacionadas con el tiempo de
producción. También se presenta la preparación y mejora de la calibración de
equipos y la implementación del control de calidad.
4. Estandarización
La capacidad de producción exacta se
determina para satisfacer las necesidades de los clientes, optimizar los
tiempos de producción y ajustar el personal y la capacidad de producción de la
empresa a las necesidades requeridas.
5. Flujo
En esta etapa es necesario
registrarse y configurar el proceso de acuerdo a las necesidades del producto.
RESULTADOS
Para alcanzar la meta, un
cuestionario estructurado fue desarrollado y utilizado para aplicar la
encuesta, con el fin de evaluar las respuestas y permitir una mayor
flexibilidad para la evaluación de los resultados. Para las preguntas, se
utilizó la escala Likert, que van en una escala de 0 a 4.
1.
Etapa 1.
Diagnóstico:
Se obtuvieron los siguientes resultados:
Tabla 1
Resultados de la
puntuación: SEIRI – Clasificar
|
Seiri – Clasificar
|
|
1
|
Existen
materiales, productos en proceso o productos que son solo necesarios
|
2
|
|
2
|
Hay
máquinas o equipos que son solo útiles.
|
3
|
|
3
|
Hay
dispositivos, herramientas, utensilios, materia prima que son solo útiles.
|
3
|
|
4
|
Está
colocado lo innecesario en un solo lugar
|
1
|
|
5
|
Hay
reglas o normas para separar las cosas innecesarias
|
0
|
|
Total
|
9
|
Tabla 2
Resultados de
puntuación: SEIKETSU – Mantener
|
Seiketsu – Mantener
|
|
1
|
Se conservan los
pasillos limpios
|
3
|
|
2
|
Se conservan las
áreas de trabajo, equipos, máquinas y utensilios limpios y en orden
|
2
|
|
3
|
Se conserva el
área de recepción limpia y en orden
|
2
|
|
4
|
Se conserva los
baños limpios y en orden
|
3
|
|
5
|
Se conservan los
almacenes limpios y en orden
|
3
|
|
Total
|
13
|
Tabla 3
Resultados de puntuación: SHITSUKE–Disciplinar
|
Shitsuke – Disciplinar
|
|
1
|
Existe el saludo y compañerismo entre los
trabajadores
|
3
|
|
2
|
El trabajador usa implementos de seguridad y ropa
adecuada
|
3
|
|
3
|
Se cumple con horarios de trabajo
|
3
|
|
4
|
Hay tiempo para educar a los trabajadores en las
reglas y maneras de trabajo (Ej.: Reunión por la mañana)
|
1
|
|
5
|
Se pueden observar normas de trabajo en la
empresa
|
1
|
|
Total
|
11
|
Tabla 4
Resultados de la puntuación: SEITON – Ordenar
|
Seiton – Ordenar
|
|
1
|
Está indicado o
señalado el lugar donde se ubican las cosas (como dispositivos, equipos o
estaciones de trabajo) y estas están rotuladas.
|
1
|
|
2
|
Está definido el
flujo de proceso y conocido por todos los trabajadores de la planta.
|
4
|
|
3
|
Existe un lugar
definido para colocar los utensilios.
|
2
|
|
4
|
Las máquinas y
equipos están identificados y colocados en un solo lugar.
|
2
|
|
5
|
Están coloreadas
las líneas que separan los espacios correspondientes a pasillos y estaciones
de trabajo.
|
0
|
|
Total
|
9
|
Tabla 5
Resultados de la puntuación: SEISO – Limpiar
|
Seiso – Limpiar
|
|
|
1
|
El lugar de trabajo está libre de
desperdicios, envases vacíos, utensilios sucios u otros materiales (bolsas,
papeles, etc.)
|
2
|
|
2
|
Las máquinas y equipos se hallan limpias
(goteo de aceite, cables sueltos, pegamento, pintura)
|
2
|
|
3
|
Se tienen los materiales para realizar
limpieza y aseo personal suficientes y en buen estado
|
2
|
|
4
|
La iluminación de las áreas de trabajo es
buena
|
2
|
|
5
|
Cada trabajador cumple con la limpieza de su
lugar de trabajo asignado
|
2
|
|
6
|
El trabajador tiene uniforme o ropa de trabajo
limpio
|
3
|
|
Total
|
13
|
Los datos obtenidos reflejan la situación actual de la empresa, incluyendo
el orden, la limpieza, el estado de ánimo de los empleados y la percepción de
su estilo de trabajo, lo cual corresponde a los datos obtenidos por Hernández y
Vizán (2013).
El análisis de datos utilizando los resultados de la evaluación de
indicadores es uno de los puntos principales en la implementación de sistemas
de producción ajustada, definir los sistemas de indicadores es esencial para
monitorear el progreso y el éxito de la implementación. Lo que no se mide no
mejora, y en la fábrica lo que no mejora empeora. Los indicadores deben ser
fáciles de entender y fomentar acciones específicas.
Con base en los resultados obtenidos mediante el cuestionario descrito en
el método, se ha elaborado la Tabla 6 para determinar el nivel del sistema de
gestión de la empresa con la ayuda de la herramienta 5.:
Tabla 6
Puntuación conseguida
en cada una de las 5’ s
|
N°
|
Evaluación
|
Sub. total
|
N° de preguntas
|
Promedio
|
|
1
|
SEIRI (Clasificar)
|
9
|
5
|
1,8
|
|
2
|
SEITON (Ordenar)
|
9
|
5
|
1,8
|
|
3
|
SEISO (Limpiar)
|
13
|
6
|
2,2
|
|
4
|
SEIKETSU
(Mantener)
|
13
|
5
|
2,6
|
|
5
|
SHITSUKE
(Disciplina)
|
11
|
5
|
2,2
|
Con la información conseguida se confeccionó una “gráfica de barras
horizontales”, para lo cual se establecieron los promedios, los que se
obtuvieron de acuerdo a la cantidad de interrogantes con las que cuenta cada
ítem de las 5’S, por ejemplo: SEIKETSU-Mantener, tiene una sumatoria de trece
(13) puntos, cinco (5) preguntas es así que el promedio del SEIKETSU es trece
(13) entre el número de preguntas cinco (5), y da como resultado 2,6.
Figura 1
Resultado obtenido de la evaluación
Diagnóstico
En la Figura 1, Los que muestran mayor diferencia y deberían hacer más son
SEITON y SEIRI con una puntuación media de 1,8. Al realizar el método se
realizó un análisis donde el valor medio de cada "S" era el más
cercano a los cuatro puntos (4).
2. Etapa 2. Proyección:
En el Tabla 7, se aprecia el pronóstico de la demanda, para el año 2021 en
base a los datos históricos de los años 2017-2020.
Tabla 7
Pronóstico de demanda año 2021
|
Periodo
|
2017
|
2018
|
2019
|
2020
|
2021
|
|
Ene.
|
1750
|
1740
|
1736
|
1720
|
1713
|
|
Feb.
|
1780
|
1764
|
1744
|
1730
|
1715
|
|
Mar.
|
1786
|
1780
|
1760
|
1720
|
1711
|
|
Abr.
|
1790
|
1750
|
1744
|
1750
|
1740
|
|
May.
|
1940
|
1936
|
1938
|
1930
|
1934
|
|
Jun.
|
2010
|
2004
|
1990
|
1940
|
1972
|
|
Jul.
|
2030
|
2018
|
1980
|
1950
|
1980
|
|
Ago.
|
1860
|
1870
|
1860
|
1870
|
1866
|
|
Set.
|
1850
|
1880
|
1880
|
1880
|
1874
|
|
Oct.
|
1860
|
1950
|
1950
|
1950
|
1931
|
|
Nov.
|
2400
|
2350
|
2270
|
2200
|
2300
|
|
Dic.
|
2600
|
2540
|
2538
|
2400
|
2515
|
La tendencia estacional de la demanda esperada para 2021 se observa con las
mejoras de procesos propuestas y la compra de nuevos equipos, haciendo
referencia a los datos registrados del 2017-2020.
2.1. Remodelación
de la disposición de planta
Basado en la
separación continua de residuos que ofrece la producción ajustada, se
recomienda invertir la dirección de la máquina selladora de envases de tazas de
chocolate, ya que la máquina está en la dirección opuesta al flujo de trabajo.
Esto significa que el operador debe colocar el material al otro lado del flujo
de material y dedicar tiempo a mover el material de un lado al otro, lo que
toma un promedio de 5,33 minutos para llenar, sellar el contenedor y cerrar la
caja. 50 unidades. Aunque, si cambiamos la dirección para ser cómoda, el tiempo
promedio se reduce a un promedio de 5,21 minutos, que está sellado y lleno de
una caja, y cada caja ahorra 0,12 minutos.
Otro consejo
importante es comprar más equipos de vibración en el sitio de llenado de moldes,
ya que con el que se cuenta se puede acomodar en la bandeja 36 unidades, el
tiempo de vibración de la bandeja es de ½ minuto. Tomando nuevas máquinas
estandarizadas equipadas con bandejas más grandes, cada bandeja puede contener
alrededor de 50 moldes, y comprando dos unidades de esta máquina se pueden
producir 100 moldes en ½ minuto. Se produjeron otras 64 barras de chocolate
durante el mismo período.
También se
recomendó comprar un nuevo sistema de refrigeración que reduciría
significativamente el tiempo de obtención de las barras, con el sistema de
refrigeración se obtuvieron 740 barras en aproximadamente 60 minutos.
Utilizando un nuevo sistema de refrigeración con cámaras separadas, pudimos
producir 740 barras de chocolate en 51 minutos. Capacidad de producción real y
tamaño de lote para el año 2021.
El estudio
se llevó a cabo evaluando la capacidad operativa de la instalación, lo que proporcionó
una descripción general del nivel de desempeño de la instalación durante los
últimos cinco años. La información del gerente muestra que se procesaron
aproximadamente 3140 kg de masa de cacao por mes. Con referencia a los datos
antes mencionados, encontramos que es posible incrementar la capacidad de
trabajo de la empresa, para lo cual, además de una mayor cantidad de equipos,
se recomienda adquirir un nuevo sistema de vibración y nuevos equipos de
enfriamiento, moldes o contratar mano de obra.
La empresa
procesa aproximadamente 157 kg de cacao al día. Sin embargo, luego de revisar
las fichas técnicas de maquinarias y equipos, se encontró que la empresa es
capaz de procesar 229 kilogramos de cacao en una jornada de 8 horas. La tasa de
consumo actual de la empresa se calcula dividiendo 1145 kg de cacao por semana
por 229 kg durante 5 días, lo que da como resultado 1145 kg por semana. Se
encontró que la tasa de utilización de la capacidad de la fábrica fue del
68,56%, lo que demuestra que la aplicación de producción ajustada optimizó las
condiciones operativas y aumentó los volúmenes de producción.
Índice de capacidad de planta: 785kg día (antes de propuesta) x 100
= 68,56%
1145kg día
(después de propuesta)
Con el
proceso actual se estaba trabajando 18,5 horas, con las propuestas realizadas,
se estimó que se podía haber elaborado la misma cantidad de producto en 15
horas, reduciéndose 3,5 horas que representaba una reducción del 19% en
comparación a la forma de trabajo actual.
3.
Etapa 3. Consolidación:
Estábamos
tratando de establecer un control de calidad, por lo que se creó un diagrama de
Pareto para mostrar qué defectos ocurrían con mayor frecuencia y un diseño de
experimentos reveló qué defectos eran más comunes e identificó las acciones
correctivas apropiadas.
Además, se
recomienda una carta de control para detectar si el proceso está fuera de
control.
3.1. Control de
calidad
Esto se hace
visualmente después de moldear cada barra. Durante la investigación, los
problemas más comunes encontrados fueron: opacidad, porosidad, grietas y
desgarros en las barras de chocolate. Para completar el desarrollo del gráfico
de control de atributos, se creó un diagrama de Pareto para identificar los
defectos que ocurren con frecuencia en la producción de chocolate. El diagrama
de la Figura 2 sirve como modelo para realizar un conjunto de pruebas que
permitan determinar las temperaturas ideales para eliminar los defectos
anteriores. Además, se observó que los defectos más comunes fueron la opacidad
de las barras, seguido de fracturas, poros y grietas en bloques individuales.
Figura 2
Diagrama de Pareto: defectos más comunes
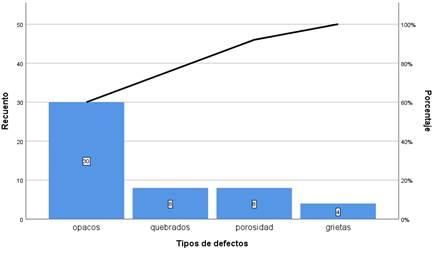
Se deriva de
la Figura 2 que es tal que las barras opacas están en 30 por cada mil que
representan el 60% de los defectos. El total (opaco, fractura y porosidad)
aumentó en un 93,32 %por las primeras tres razones.
Cartas de control del proceso
Las
inspecciones revelaron que la empresa no contaba con un historial de calidad en
la implementación y evaluación de procesos. Cabe señalar que cada barra de
chocolate es inspeccionada visualmente luego de ser retirada del molde en base
a características visuales como: opacidad, porosidad, fractura, etc., que son
la base para clasificarla como bloque duradero o no duradero. Es importante
tener en cuenta que cada vez que se inspeccionan las barras de chocolate
clasificados como defectuosos, estos se dañan, se reciclan o se venden porque
ninguno de los defectos visuales anteriores representa un riesgo para la salud
del comprador final. Para el control de dimensiones variables en las
características de las columnas, se elaboran tablas de control de características
(p), que permiten evaluar parte de las columnas fabricadas para luego
identificar los cambios o causas necesarias en el proceso. En la Tabla 8,
observamos los datos obtenidos al probar 50 lotes (20 unidades cada uno).
Tabla 8
Barras de chocolate defectuosas para
el control de atributos
|
Lote
|
Tam.
del lote
|
Art. Defec.
|
Lote
|
Tam.
del lote
|
Art. Defec.
|
|
1
|
20
|
1
|
26
|
20
|
1
|
|
2
|
20
|
2
|
27
|
20
|
2
|
|
3
|
20
|
0
|
28
|
20
|
0
|
|
4
|
20
|
4
|
29
|
20
|
0
|
|
5
|
20
|
0
|
30
|
20
|
0
|
|
6
|
20
|
1
|
31
|
20
|
1
|
|
7
|
20
|
2
|
32
|
20
|
0
|
|
8
|
20
|
0
|
33
|
20
|
3
|
|
9
|
20
|
3
|
34
|
20
|
0
|
|
10
|
20
|
1
|
35
|
20
|
0
|
|
11
|
20
|
1
|
36
|
20
|
0
|
|
12
|
20
|
2
|
37
|
20
|
2
|
|
13
|
20
|
3
|
38
|
20
|
1
|
|
14
|
20
|
2
|
39
|
20
|
1
|
|
15
|
20
|
1
|
40
|
20
|
3
|
|
16
|
20
|
0
|
41
|
20
|
1
|
|
17
|
20
|
0
|
42
|
20
|
0
|
|
18
|
20
|
0
|
43
|
20
|
1
|
|
19
|
20
|
3
|
44
|
20
|
1
|
|
20
|
20
|
1
|
45
|
20
|
1
|
|
21
|
20
|
0
|
46
|
20
|
3
|
|
22
|
20
|
2
|
47
|
20
|
0
|
|
23
|
20
|
0
|
48
|
20
|
1
|
|
24
|
20
|
0
|
49
|
20
|
2
|
|
25
|
20
|
3
|
50
|
20
|
1
|
Por lo
tanto, de la tabla mostrada arriba se puede concluir que, del total de 1000
barras probadas, 57 resultaron dañadas y con base en esto se estimó el valor
promedio de las barras dañadas, manteniendo el tamaño de la muestra constante
en 20 barras. El valor en promedio de barras de chocolate con defectos es
0,057. La Figura 3 muestra un gráfico de control de atributos que incluye una
actividad de producción de chocolate en función del número de barras de
chocolate defectuosas. Ningún punto excede los límites especificados; si se
encuentran, indican anomalías que deben identificarse y resolverse.
Figura 3
Gráfica de
control de atributos (Defectos)
Es así, que
se halló que la cantidad de barras defectuosas al analizar cada lote fue como
máximo de (0,21*50=10,5) y de cero barras como mínimo.
4.
Etapa 4.
Estandarización
Los cálculos
se realizan principalmente para determinar las capacidades de producción y
estandarizar los procesos de producción en el entorno laboral.
Con base en
el tipo de proceso de la planta y el cálculo de la demanda futura, se propuso
un plan de mejora del tiempo de producción para 2021.
4.1.Planeación
agregada
La empresa
trabaja con un tamaño de lote de 96 cajas diarias por lo que implementa un plan
de trabajo en base a la información obtenida para calcular las necesidades
futuras.
La tabla 9
presenta el pronóstico de producción de demanda requerida, dividido por mes.
Cada mes se divide en semanas, ya que solo se tienen en cuenta los días
laborables, la semana se divide en 5 días. Los días de producción adicionales
están coloreados en amarillo (sábados de la primera semana) y los sábados
siguientes son libres para evitar retrasos o mantenimiento.
Tabla 9
Calendarización de producción
de cajas de chocolate del año 2021
|
Periodo (meses)
|
Semanas
|
Demanda (Cajas)
|
Producción real
(Cajas)
|
A
|
B
|
C
|
|
1
|
2
|
3
|
4
|
|
1
|
2
|
3
|
4
|
5
|
6
|
1
|
2
|
3
|
4
|
5
|
1
|
2
|
3
|
4
|
5
|
1
|
2
|
3
|
4
|
5
|
|
|
|
|
|
|
enero
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1713
|
1920
|
207
|
207
|
20
|
|
febrero
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1715
|
1920
|
205
|
412
|
20
|
|
marzo
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1711
|
1920
|
209
|
621
|
20
|
|
abril
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1740
|
1920
|
180
|
801
|
20
|
|
mayo
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1934
|
1920
|
-14
|
787
|
20
|
|
junio
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1972
|
1920
|
-52
|
735
|
20
|
|
julio
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1980
|
1920
|
-60
|
675
|
20
|
|
agosto
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1866
|
2016
|
150
|
825
|
21
|
|
setiembre
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1874
|
2016
|
142
|
967
|
21
|
|
octubre
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
1931
|
2016
|
85
|
1052
|
21
|
|
noviembre
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
2300
|
1920
|
-380
|
672
|
20
|
|
diciembre
|
96
|
96
|
96
|
96
|
96
|
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
96
|
0
|
0
|
96
|
96
|
2400
|
1728
|
-672
|
0
|
18
|
|
TOTAL
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23136
|
23136
|
|
|
241
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
En la columna A se colocan, reservan y utilizan los
kilogramos sobrantes para satisfacer la demanda del período del mes siguiente; el tamaño
del lote de producción suele ser de 1920 cajas por mes. La columna B es la suma
calculada de la columna A. Finalmente, la columna C enumera las horas de
funcionamiento de cada día del mes.
Se estima
que se requerirán 223 días hábiles al año para satisfacer la demanda del lote
de producción.
5.
Etapa 5. Flujo
La última
fase se centra en el seguimiento de los procesos, para lo que se ofrecen
formatos tanto para pedidos de clientes como para pedidos de producción.
5.1.Orden del
cliente
El formato
recomendado para aceptar el pedido de un cliente tiene en cuenta la fecha del
pedido, la fecha de entrega solicitada por el cliente y acordada con la
empresa, así como el número de pedido utilizado para determinar el control.
Además de crear una base de datos, la información del cliente se almacenará
para mantener una comunicación continua o cobrar los pagos de los pedidos.
También hay una tabla que describe los pedidos deseados que se procesarán en
fábrica y los costes a cargo del cliente.
Además, el
responsable de aceptar el pedido también deberá firmar el formulario.
5.2.Orden de
producción
En el
formato propuesto para generar la orden de producción, para determinar la fecha
de inicio y finalización de la producción, debe ingresar la fecha del pedido y
la fecha de entrega. Cuando se trata del producto, es necesario referirse
detalladamente a las necesidades del cliente y determinar cuánto se necesita y
qué materias primas se necesitan.
Finalmente,
el administrador de pedidos y los empleados involucrados deben establecer
voluntariamente una cadena de custodia y producir solo los productos que necesitan,
aumentando así la productividad y creando más responsabilidad en la producción.
De acuerdo con Aranibar M. (2016) quien mencionó “La
Metodología Kanban (uso de formatos) reduce costos y aumenta la productividad
del proceso, se produce exactamente aquella cantidad de trabajo que el sistema
es capaz de asumir, es decir no se acumulan productos en las fases y así
generar un flujo continuo”. De acuerdo con Quintana (2010), los beneficios
obtenidos fueron la minimización o eliminación de desperdicios y la provisión
de información rápida y precisa para evitar especulaciones sobre la producción.
Además, el personal puede programar su línea de producción de manera más
eficiente, ya que, al observar las tarjetas, sabe exactamente lo que necesita y
cuánto debe producir.
DISCUSIÓN
La adquisición de datos involucró a todas las personas de la empresa para
que fuera lo más fiable posible, ayudando a tomar medidas concretas para
mejorar la forma de trabajar actual, tal y como describen Rajadell
y Sánchez. (2017) para la utilización de los parámetros, es fundamental que
todos los responsables de los cambios se involucren. Además, los datos deben
recopilarse de manera fácil y fiable, eligiendo el momento más oportuno y el
lugar donde resulten más útiles.
Una vez que se han eliminado los elementos innecesarios de las áreas de
trabajo, como se propone en la metodología, y se han colocado los elementos de
uso constante cerca del operador y los elementos ocasionales a unos pasos del
puesto de trabajo, se logra un flujo de trabajo más dinámico, lo que a su vez
dinamiza el proceso de elaboración de chocolate. Los resultados de esta
investigación coinciden con los obtenidos por Pérez (2017), quien señala que la
implementación de las 5S en Cascajares, mejora la seguridad en el área de
trabajo al eliminar material innecesario, reduce el riesgo de accidentes,
mejora la apariencia de la fábrica, aumenta la productividad de los procesos y
mantiene la zona de trabajo limpia.
Con el
proceso actual se estaba trabajando 18,5 horas, con las propuestas realizadas,
se estimó que se podía haber elaborado la misma cantidad de producto en 15
horas, reduciéndose 3,5 horas que representaba una reducción del 19% en
comparación a la forma de trabajo actual. Los resultados que se obtuvieron en
esta investigación se asemejan a los de Umba y Duarte
(2017), quienes indicaron “se espera que el nuevo tiempo de horneado sea de
58,5 minutos por lote, que representa una reducción en el tiempo de horneado
del 7,1% y reducción del tiempo de calentamiento del horno, se observa una
reducción del 46% correspondiente a 28 minutos en el tiempo de calentamiento
del horno”. Mattos y Siccha (2016) hallaron que “el
balance de línea para la sobrecarga de trabajo de la maquinaria reducción de 16%
y del trabajo 8,67%”. Semejante a lo dicho por Guarguati
(2018) se alcanzó una disminución en el tiempo total del ciclo de producción,
pasando de 19,37 horas por lote a 19,02 horas por lote, lo que representa un
ahorro de tiempo del 2%.
Un nivel sigma
de 3 significa que las barras de chocolate para taza cumplen con las
especificaciones el 93,32% de las veces por lo que solo 100-93,32=6,68% de los
productos serán rechazados o reprocesados. Los problemas encontrados en la
empresa Sol Norteño, fueron parecidos a los encontrados por Robles (2015), quien menciona en su
investigación que se identificó que dos de las siete operaciones (laminado y
horneado) generan el 57,92% del residuo total. Estas operaciones se consideran
críticas en términos del aspecto tratado, y las fallas de diseño de la
maquinaria son la principal causa de la generación de dicho desperdicio. Esto
en relación con Quintana, (2010), quien
encontró que los problemas de inventario que actualmente afectan a la empresa
son responsables del retraso en la entrega de pedidos y constituyen el 80% de
las demás ineficiencias identificadas. Según Mattos
y Siccha (2016), quienes demostraron que a través de la implementación
de la metodología Lean, se logró reducir la cantidad de productos defectuosos
al 9% en el proceso productivo del molino Samán.
La
producción proyectada para el año 2021 fue de 23136 cajas de chocolate,
utilizando un tiempo de 241 días, estandarizando así el proceso productivo,
cubriendo la demanda estimada del próximo año, en concordancia con lo
manifestado por Robles (2015), quien mencionó que La implementación de un
método estándar para cada una de las operaciones propuestas permite que los
operarios sigan un plan metodológico, lo que a su vez reduce las fallas
humanas, mejora la protección personal y evita la pérdida de tiempo y dinero;
algo muy similar a lo dicho por Pérez, (2017), quien manifestó que La
estandarización de operaciones contribuye a reducir los costos asociados a
daños o pérdidas de material, elimina acciones repetitivas o innecesarias en
los procesos y promueve una mayor organización del trabajo, lo que a su vez
previene errores y mejora la seguridad de los operarios.
CONCLUSIONES
·
Se analizó la situación actual de la empresa Sol Norteño permitiéndose
desarrollar recomendaciones para el mejoramiento del proceso productivo del
chocolate, creando así lineamientos para el cálculo de la carga de trabajo con
el objetivo de determinar la eficiencia y productividad de la empresa.
·
La aplicación del Lean Manufacturing a través de una
de sus herramientas que son las 5S tuvo un efecto
positivo en los procesos de la planta, lo que resultó en reducción de
tiempos de producción, eliminación de desperdicios de espacio y ahorro
de tiempo. Estos logros se atribuyen a mejoras
en limpieza, organización de herramientas y mejora de
procesos. Además, se evaluaron los resultados mediante auditorías,
identificando áreas de mejora y su evolución.
·
Se identificó las principales operaciones que generan cuello
de botella en el proceso productivo del chocolate son: moldeado, enfriamiento y
envasado de barras de chocolate. Es así que el moldeado barras de chocolate
sólo podían colocarse en la máquina vibratoria a una velocidad de 36 unidades
por minuto, lo que generaba que el chocolate que quedaba se enfríe y se tenga
que recalentar para poderlo verter en los moldes. Además, se descubrió que el
sistema de congelación de barras de chocolate, otra operación importante, creó
otro cuello de botella, ya que solo podía acomodar 370 barras cada 30 minutos,
que da como resultado que las barras que esperan generen defectos de opacidad,
para lo que se cotizaron nuevas máquinas capaces de generar 740 barras en 51
minutos, y evita retrasos en el proceso de producción del chocolate.
Finalmente, se recomienda cambiar la dirección de sellado del empaque de la
barra de chocolate, que es opuesta a la dirección del flujo, lo que hará que
sea continuo y evitará perder tiempo moviendo el producto de un lado a otro, ahorrando
0,12 minutos por caja. Los cambios propuestos ayudarán a reducir el tiempo y el
esfuerzo dedicados a estas actividades mediante el uso de herramientas de
producción rentables.
·
Se determinó por el control de producción en fábrica es de
96 cajas por día para satisfacer constantemente la demanda del mercado. Además,
la capacidad total de producción se estima en 140 cajas por día, 44 cajas más
que la producción actual, que puede satisfacer cualquier aumento de la demanda.
·
Se calculó el tiempo de producción y controlar el proceso,
el tiempo de trabajo promedio es de 18,5 horas.
·
Finalmente se logró el objetivo principal de la propuesta de
mejorar el proceso de producción de chocolate en la empresa Sol Norteño a
través de un sólido modelo de gestión de producción que aumente la
productividad en un 45.83%, bajo la aplicación de la herramienta como las 5S
para la determinación, eliminación de desperdicios y reducción de tiempos, así
como la adquisición de nuevos equipos para aumentar la productividad.
REFERENCIAS
BIBLIOGRÁFICAS
Aranibar, M. (2016). Aplicación del Lean
Manufacturing, para la mejora de la productividad en una empresa manufacturera.
Tesis de pregrado, Universidad Nacional Mayor de San Marcos, Lima.
Bonals, J. (2016). El trabajo en equipo del
profesorado (1 ed., Vol. 1). Barcelona: Graó.
Codex Alimentarius. (2016). Norma
para el chocolate y los productos del chocolate STAN 87-1981. Enmienda 2016.
FAO/OMS, 1-8.
Faulí, A., Ruano, L., Latorre, M.,
& Ballester, M. (2016). Implantación del sistema de calidad 5s en un centro
integrado público de formación profesional. Revista Electrónica
Interuniversitaria de Formación del Profesorado, 16(2), 147-161. doi: https://doi.org/10.6018/reifop.16.2.181081
Guarguati, J. (2012). Propuesta de
mejoramiento a través de metodología Lean y un programa de planeación de
materiales para el proceso de yogurt de la empresa Lácteos Superior. Tesis
doctoral, Pontificia Universidad Javeriana, Bogotá.
Hernández, J., & Vizán, A. (2013). Lean manufacturing Conceptos, técnicas e
implantación. Madrid: Escuela de Organización Industrial. doi:978-84-15061-40-3
Ho, S. (2019). Japanese
5‐S – where TQM begins. The TQM
Magazine, 11(5), 311-321. doi:10.1108/09544789910282345
Inacal. (2013).
Chocolate y productos del Chocolate. Requisitos Primera edición. (Eqv CODEX STAN 87:1981 Rev. 1:2003 Codex Estándar para
Chocolate). Lima.
Manzano, M., & Gisbert, V.
(2016). Lean Manufacturing: Implantación 5S. 3C Tecnología, 5(4), 16-26.
doi:10.17993/3ctecno
Mattos, A., & Siccha, B. (2016). Propuesta de mejora en las áreas de
calidad y logística mediante el uso de herramientas Lean Manufacturing para
reducir los costos operativos en le empresa Molino Samán S.R.L. Trujillo.
Montgomery, D., & Runger, G. (2016). Probabilidad y estadística aplicadas a
la ingeniería (Quinta ed.). México: McGraw-Hill.
Palacios, M., Gisbert, V., &
Pérez, E. (marzo de 2016). Sistemas de gestión de la calidad: Lean Manufacturing, Kaizen e ISO 9001.
(G. D. Pyme, Ed.) Glosas de Innovación Aplicadas a La Pyme, 175-188. doi:
http://dx.doi.org/10.17993/3ctecno.2015.v4n4e16.175-188
Pérez, I. (2017). Implantación de
Lean Manufacturing en procesos de producción alimentaria. Tesis de Maestría,
Universidad de Valladolid, Valladolid.
Quintana, P. (2010). Propuesta para
la implementación de un sistema de producción, basado en técnicas de Lean
Manufacturing, que contribuya al control del inventario en proceso, para la
selección de confección de cochones en una empresa productora de espuma. Tesis
de pregrado, Pontificia Universidad Javeriana, Bogotá.
Rajadell, M., & Sanchez,
L. (2017). Lean Manufacturing. La evidencia de una necesidad. Madrid: Ediciones
Diaz de Santos. doi:8479785152, 9788479785154
Robles, V. (2015). Propuesta de
mejoramiento del proceso productivo de los cereales en la empresa Big Bran SAS
a partir de la implementación de la teoría de Lean Manufacturing. Tesis de
pregrado, Pontificia Universidad Javeriana, Bogotá.
Sui‐PPheng, L., & Danielle,
S. (2017). Team performance management: enhancement through
Japanese 5‐S principles. Team Performance Management, 7(7-8), 105-111.
doi:10.1108/13527590110411000
Susilawati, A., Tan,
J., Bell, D., & Sarwar, M. (2014). Fuzzy logic-based method to measure
degree of lean activity in manufacturing industry. Journal of Manufacturing
Systems, 34, 1-11. doi:10.1016/j.jmsy.2014.09.007
Umba, N., & Duarte, J. (2017). Propuesta para implementar herramientas Lean manufacturing
para la reducción del tiempo de ciclo en la fábrica de almojabanas
El Goloso. Tesis de pregrado, Universidad de la Salle, Bogotá.
Warwood, S., & Knowles, G. (2015). An
investigation into Japanese 5-S practice in UK industry. The TQM
Magazine, 16, 347-353. doi:10.1108/09544780410551287