|
Volumen 12, Número 2, Abril-Junio, 2024, Páginas 88 al 101 |
|
ARTÍCULO ORIGINAL
Caracterización
de las propiedades mecánicas del bioplástico de almidón de plátano (Musa
paradisiaca L.) y compuestos celulósicos de café (Coffea
arabica L.)
Characterization
of the mechanical properties of banana starch bioplastic (Musa paradisiaca
L.) and cellulosic compounds of coffee (Coffea arabica L.)
Karla Cabrejos [1]![]() , Jackeline Maluquis
1
, Jackeline Maluquis
1![]() , Adán Díaz1
, Adán Díaz1![]() * y Hans Minchán-Velayarce1
* y Hans Minchán-Velayarce1![]()
RESUMEN
El objetivo de este estudio fue realizar la
caracterización de las propiedades mecánicas del bioplástico obtenido con
almidón de plátano (Musa paradisiaca L.) y compuestos celulósicos de la
cascarilla de café (Coffea arabica L). Se utilizó almidón en las concentraciones
de 9, 12 y 15 % y celulosa en las concentraciones de 2, 4 y 6 % mezclándolos
con glicerina, ácido acético, cloruro de calcio y agua destilada. Se
caracterizó las propiedades mecánicas tracción, elongación y flexión. El
bioplástico con mayor tracción fue la formulación F9 (15% almidón, 6% celulosa)
con 2.23 N ± 0.242 y con menor tracción la formulación F1 (9% almidón, 2%
celulosa) con 0.17 N ± 0.069; la formulación F7 (15% almidón, 2% celulosa)
presentó la mayor elongación de 10.3 cm ± 1.528 y mayor flexión 13.3 cm ± 1.155;
y la formulación F3 (9% almidón, 6% celulosa) tuvo la menor elongación de 3.33
cm ± 0.577 y menor flexión de 9.33 cm ± 1.155. El aumento de la concentración
de almidón favorece a la tracción, elongación y flexión, el aumento de la
concentración de celulosa solo favorece
a la tracción, desfavorece a la elongación y es indiferente para la flexión.
Palabras
claves: Extracción de almidón, extracción de celulosa,
elasticidad, tracción, flexión
ABSTRACT
The objective of this study was to characterize the
mechanical properties of the bioplastic obtained from banana starch (Musa
paradisiaca L.) and cellulosic compounds from coffee husks (Coffea
arabica L.). Starch was used in concentrations of 9, 12 and 15% and
cellulose in concentrations of 2, 4 and 6%, mixing them with glycerin, acetic
acid, calcium chloride and distilled water. The mechanical properties of
traction, elongation, and bending were characterized. The bioplastic with the
highest traction was the F9 formulation (15% starch, 6% cellulose) with 2.23 N
± 0.242 and the F1 formulation (9% starch, 2% cellulose) with the lowest
traction was the F1 formulation (9% starch, 2% cellulose) with 0.17 N ± 0.069;
Formulation F7 (15% starch, 2% cellulose) presented the greatest elongation of
10.3 cm ± 1.528 and greatest flexion of 13.3 cm ± 1.155; and formulation F3 (9%
starch, 6% cellulose) had the lowest elongation of 3.33 cm ± 0.577 and the
lowest bending of 9.33 cm ± 1.155. The increase in starch concentration favors
traction, elongation and bending, the increase in cellulose concentration only
favors traction, disfavors elongation and is indifferent to bending.
Keywords:
Starch extraction, cellulose extraction, elasticity, traction, bending
* Autor para correspondencia
INTRODUCCIÓN
Hoy en día, la contaminación por plásticos se ha convertido en una de las principales
preocupaciones debido a que
generan impactos desfavorables en el medio ambiente porque
su proceso de degradación
tarda entre 100
a 1000 años. Estos polímeros son fabricados a partir de los derivados del petróleo y por lo tanto son altamente resistentes
a la degradación, ante esta problemática surgen nuevas alternativas de
tecnología que permiten la obtención de nuevos
productos
biodegradables
a partir de biopolímeros naturales
tales como el
almidón, celulosa, lignina y otros biopolímeros
que se pueden obtener de residuos
agrícolas (Osorio y Rubiano, 2019).
Los residuos agroindustriales poseen
un alto potencial
para ser aprovechados en
diferentes procesos
que incluyen elaboración de nuevos productos, aportar valor agregado y recuperar condiciones ambientales (Vargas y Pérez, 2018).
Los
residuos del café
tienen
un alto
contenido de celulosa y desempeñan un papel importante para la obtención de un bioplástico cuya utilización contribuiría a la disminución de la contaminación ambiental
generada por los plásticos (Cedeño y Zambrano, 2021).
El
plátano verde y la cascarilla del café se presentan como alternativa para la producción de
bioplásticos debido a que contienen polímeros de origen vegetal, pues los residuos de la fruta
representan una fuente para la obtención de almidón y
de la cascarilla de café se obtiene celulosa. Actualmente los plásticos biodegradables tienen un uso principal en el mercado de envases, gracias a su preservación y
protección de productos alimenticios o cualquier otro
tipo, lo cual
se
ve reflejado en la disminución de plásticos derivados del petróleo (Lema y Manzo, 2021).
Jannah et al, (2019) determinaron el efecto de un polímero de soporte,
como la quitosana, en las propiedades mecánicas de los bioplásticos. Las etapas
de esta investigación fueron la extracción de celulosa del salvado de arroz
mediante el método de maceración, la optimización de la concentración de
hipoclorito de sodio (NaClO) como agente blanqueador y la fabricación de
bioplásticos con diversos tratamientos. El estudio mostró que la concentración
óptima de NaClO fue del 2.0%, con un contenido de celulosa del 59.2% en forma
de polvo blanco. Concluyeron que el mejor bioplástico fue el de la
celulosa-sorbitol-quitosana (CSQ) con una resistencia a la tracción de 0.060
Kg-f/cm2 y una elongación del 4.75%. La interacción entre la
celulosa del salvado de arroz, la adición de relleno y el plastificante afectó
la calidad del bioplástico.
Ortega (2019) desarrolló un bioplástico utilizando paja de arroz
y residuos de granos de arroz, la extracción de la celulosa de la paja se llevó
a cabo mediante la eliminación de hemicelulosa y lignina, utilizando hidrólisis
básica con hidróxido de sodio (NaOH) al 10 %, y luego se blanqueó la pulpa
utilizando hipoclorito de sodio (NaClO) al 1 %. Para obtener el almidón, los
residuos de granos de arroz se trituraron, se mezclaron con agua, se permitió
que la mezcla sedimentara, se filtró y finalmente se secó el almidón. Los
porcentajes de recuperación obtenidos fueron aproximadamente 42.06% ± 3.21%
para la celulosa y 47.44% ± 7.09% para el almidón. En la etapa de elaboración
del bioplástico, se crearon dos formulaciones con diferentes proporciones de
almidón y celulosa. Estos componentes se mezclaron con ácido acético, glicerina
y agua, y luego se procedió a la obtención de los resultados correspondientes.
Se concluyó que el mejor bioplástico fue la formulación con 20 g de almidón, 4
g de celulosa, 10 mL de glicerina, 5 mL de ácido acético y 61 mL de agua
destilada.
Ante la problemática descrita, la presente
investigación propone una solución dando un valor agregado a estas materias
primas con la finalidad de reducir el impacto generado por el plástico derivado
del petróleo a través de la obtención de un bioplástico obtenido de desechos de
café. El objetivo de la investigación fue caracterizar las propiedades
mecánicas del bioplástico de almidón de plátano (M. paradisiaca L.)
y compuestos celulósicos de la cascarilla de café pergamino (C. arabica L.) y los objetivos específicos fueron:
a) determinar el rendimiento de extracción de almidón de plátano verde (Musa paradisiaca L.), b) determinar el rendimiento de
extracción de los compuestos celulósicos de la cascarilla del café (Coffea arabica L.)
pergamino, c) formular bioplásticos con diferentes concentraciones de
almidón y compuestos celulósicos, d) determinar las propiedades mecánicas del
bioplástico obtenido.
MATERIALES Y
MÉTODOS
El proyecto fue ejecutado en el laboratorio Taller de Tecnología de Alimentos del Departamento
de Ingeniería de Industrias Alimentarias de la
Universidad Nacional de Jaén.
Extracción de almidón de plátano verde
Se
utilizó plátano verde de la variedad criollo o común procedente de la localidad
de Huabal (Región Cajamarca), se lavaron con agua potable
de la red pública para eliminar restos de tierra y otros materiales. Luego se
colocaron en inmersión en una solución de NaClO al 0.005% p/v (50 ppm) durante
10 min. Se separó la cáscara de la pulpa, está se dejó en inmersión en una
solución de NaHSO3 al 0.5%. Se cortó la pulpa en rodajas de aproximadamente 5 mm de espesor y
se licuó en una licuadora industrial (Croydon/TC25-26339/Brasil) hasta obtener
una pasta fina. Se diluyó con agua destilada en una proporción respecto a la
pulpa de 2:1. Se filtró la mezcla en un balde y se dejó decantar en refrigeración
a 6 °C por 1 h. Se decantó el sobrenadante y se añadió agua destilada helada
para su lavado, agitándolo durante 10 min y luego se llevó a reposo a 6 °C por
24 h, al almidón extraído se le realizaron lavados sucesivos mediante
decantación. El
almidón obtenido se llevó a secar en estufa (Kertlab/TC25-26339-7/USA)
a una temperatura de 60 ºC por 24 h. El almidón seco obtenido se trituró en un
mortero y se volvió a colocar en la estufa a 60 °C hasta que su humedad sea
inferior al 14% determinado con un analizador de humedad
(Sartorius/MA35/Alemania). Para la identificación del almidón se realizó la
prueba de Lugol, la coloración azul intenso confirmó su presencia.
Extracción de celulosa de cascarilla de café
pergamino
Se
empleó el método desarrollado por Ortega
(2019) con algunas
modificaciones. Se utilizó cascarilla de café pergamino procedente de la
localidad de Chirinos (Región Cajamarca), se lavó con abundante agua corriente
de la red pública con la finalidad de eliminar impurezas. Se colocó la
cascarilla lavada en escurridores de acero inoxidable, luego se llevó a secar en estufa a 65 °C durante 24 h y
posteriormente se molió empleando un molino eléctrico, se tamizó (tamiz N° 60
de 250 micras) y se almacenó en bolsas herméticas a temperatura ambiente.
En
una balanza (Ohauz/PAJ12102/Perú) se pesó 70 g de
cascarilla tamizada, se colocó en un vaso de precipitados de 800 mL, se agregó
560 mL de NaOH al 10 % (p/v) para eliminar la hemicelulosa, lignina y otras
sustancias, la mezcla se calentó a 60 °C con agitación magnética durante 4 h y
se dejó reposar durante 20 min, se decantó el líquido sobrenadante quedando las
fibras de celulosa. A la celulosa decantada se le añadió 600 mL agua destilada,
se agitó durante 10 min y se dejó reposar durante 2 h, luego se decantó el
líquido sobrenadante, a la fibra de celulosa obtenida se sometió a un proceso
de blanqueamiento utilizando 800 mL de NaClO al 2% (p/v), durante 20 min en un
agitador magnético (Velp/F2053C162/Perú). Este
proceso se repitió de manera iterativa hasta lograr la completa decoloración de
la fibra de celulosa, luego se lavó mediante decantación hasta su
neutralización del líquido sobrenadante (pH 7). Se secó en una estufa (Kertlab/TC25-26339-7/USA) durante 19 horas a 60 °C, se
trituró en un mortero y se tamizó (tamiz N° 60 de 250 micras), se registró su
peso y se almacenó la fibra de celulosa en bolsa hermética a temperatura
ambiente.
Elaboración del bioplástico
Se
efectuaron 9 formulaciones tal como se muestra en la Tabla 1 con tres
repeticiones cada una.
Tabla 1
Formulaciones de
bioplástico para cada tratamiento.
Se mezcló
almidón de plátano con agua destilada mediante agitación constante hasta
obtener una suspensión uniforme. Se añadió glicerina, ácido acético y cloruro
de calcio. Se calentó la mezcla a 80 °C en agitación constante hasta
la gelificación del almidón, luego se añadió la celulosa en suspensión con el
agua destilada restante y se continuó con el calentamiento (aproximadamente 30
min) hasta formar una mezcla fluida uniforme. Se colocó la mezcla en las
placas Petri previamente envueltas con plástico film con la finalidad de
retirar con facilidad el bioplástico y se dejó secar durante cinco días a temperatura
ambiente. Se separó el
bioplástico de las placas y se acondicionaron en tapers de polietileno.
Determinación
de las propiedades mecánicas del bioplástico
Las propiedades mecánicas elongación y flexión se
evaluaron siguiendo el método propuesto por Guerrero (2020) con ligeras modificaciones.
Elongación. Esta
propiedad mecánica se midió en un instrumento en el cual se fijó una base de
mezanine y 2 sujetadores mecánicos, los bioplásticos fueron cortados en forma
rectangular con dimensiones de 12 cm x 1.5 cm, se colocó las muestras fijando
con un sujetador mecánico uno de los extremos, se procedió a jalar del extremo
libre lentamente hasta la ruptura y se registró la distancia alcanzada,
Flexión. Esta propiedad mecánica se midió con un instrumento manual
de flexión de tres puntos, en el cual se fijó la muestra de bioplástico por sus
extremos de manera horizontal, en dos sujetadores mecánicos separados entre sí
10 cm y con la ayuda de un gancho en el centro de la tira del bioplástico se
jaló hasta el instante de su ruptura y se registró la distancia desplazada.
Tracción. El instrumento fue hecho utilizando una caja
rectangular, en la base se atornilló un sujetador mecánico que fijó un extremo
la muestra. En la parte superior se colocó una balanza de triple brazo (MB2610/Schoolab/China). Por debajo del platillo de la balanza, se
extiende a través de un agujero ubicado a 10 cm del lado izquierdo, un gancho
que tendrá un sujetador para fijar el otro extremo de la muestra. Las muestras
de bioplástico fueron cortadas con dimensiones de 12 cm x 1.5 cm. Se colocaron
las muestras por los extremos en los sujetadores. Luego se equilibró la
balanza, de tal manera que la muestra se estabilice (la aguja marque cero).
Luego se movieron las pesas hasta que se produzca la ruptura y se registró el
peso (fuerza) empleado en el proceso.
RESULTADOS
Se obtuvo almidón con un rendimiento de 10.42% y
10.44% de humedad y celulosa con un rendimiento de 28.10% con una humedad de 10.40%.
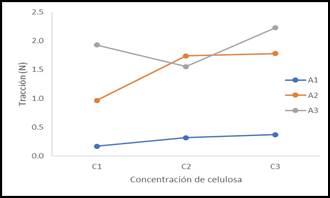
Repeticiones
y promedio de los valores del indicador tracción.
En
la Figura 1 se observa que el mayor valor de tracción se obtiene con la
interacción A3:C3 y una menor fuerza de tracción con la interacción A1:C1. así
mismo, se aprecia que a medida que aumenta las concentraciones de almidón y
celulosa, aumenta el valor de la tracción
Interacción - Concentración de almidón:
concentración de celulosa con respecto a la tracción.
Elongación
Los valores de las mediciones de la elongación se
muestran en la Tabla 3. Se observa que la formulación F3 (CA:9 g/CC: 6 g) tiene
el menor valor y la formulación F7 (CA: 15 g/CC: 2 g) el mayor valor.
Repeticiones y
promedio de los valores del indicador elongación.
En
la Figura 2 se observa que el mayor valor de elongación se obtiene con la
interacción A3:C1 y una menor fuerza de elongación con la interacción A1:C3.
así mismo, se aprecia que a medida que aumenta las concentraciones de celulosa,
disminuye el valor de la elongación.
Figura 2
Interacción - concentración de almidón: concentración de celulosa con
respecto a la elongación
En la Tabla 4 se muestran los valores de mediciones
de la flexión. Se observa que la formulación F3 tiene la menor flexión y la
formulación F7 el mayor valor.
Repeticiones
y promedio de los valores del indicador Flexión.
En la Figura 3 se observa que el mayor valor de
flexión se obtiene con la interacción A3:C1 (F7) y una menor fuerza de flexión
con la interacción A1:C3 (F3) así mismo, se aprecia que a medida que aumenta
las concentraciones de Almidón y Celulosa, aumenta el valor de la flexión.
Interacción
- concentración de almidón: concentración de celulosa con respecto a la
flexión.
Comparación de medias Tukey para las variables
respuesta Tracción, Elongación y flexión
En la Tabla 5 se muestra la comparación de medias
Tukey para las variables respuestas para el factor de estudio concentración de
almidón. Se observa que el incremento de la concentración impacta notablemente
en la tracción y en menor medida en la flexión y elongación.
Comparaciones de medias de Tukey para las diferentes
respuestas al evaluar la concentración de almidón.
|
Tratamientos |
Tracción |
Elongación |
Flexión |
|
A1 |
0.286 ± 0.099c |
4.78 ± 1.56b |
9.89 ± 0.928b |
|
A2 |
1.49 ± 0.434b |
4.56 ± 0.53b |
11.7 ± 2.00a |
|
A3 |
1.90 ± 0.339a |
6.33 ± 3.12a |
11.89 ± 1.54a |
Nota. A mayor
concentración de almidón aumenta
la tracción, elongación y flexión.
En
la Tabla 6 se muestra la comparación de medias Tukey para las variables
respuestas para el factor de estudio concentración de celulosa. Se observa que
el incremento de la concentración impacta en la tracción y elongación, pero es
indiferente para la flexión.
Comparaciones de medias de Tukey para las respuestas
al evaluar la concentración de celulosa.
|
Tratamientos |
Tracción |
Elongación |
Flexión |
|
C1 |
1.02 ±0.792b |
7.22 ± 2.64a |
11.00 ± 2.18a |
|
C2 |
1.20 ± 0.669b |
4.44 ± 0.53b |
11.67 ± 1.22a |
|
C3 |
1.46 ± 0.847a |
4.0 ± 0.71b |
10.78 ± 1.79a |
En
la Tabla 7 se observa el resumen de las variables respuestas estudiadas. Con
respecto a la fuerza de tracción, se observó un máximo del valor al aplicar la formulación
9 (A3:C3). Además, las formulaciones 6, 7 y 9 se encuentran en el mismo grupo
estadístico; por lo que, podemos indicar que las formulaciones 6, 7 y 9 son
similares estadísticamente (p > 0.05). Debido a este resultado, podemos
decir que la formulación 7 (A3:C1) obtuvo los mayores valores de las variables
respuestas estudiadas.
La
variable respuesta tracción es favorecida por el aumento de concentración de
celulosa. Sin embargo, el aumento de concentración de celulosa no es favorable
para la elongación y en la flexión la concentración de celulosa no afecta la
variable respuesta tracción.
Comparaciones de medias de Tukey para las respuestas
al evaluar la interacción concentración de almidón – concentración de celulosa.
Nota. A: almidón; C: celulosa
Se
muestran las comparaciones de medias de las variables respuestas para las
formulaciones, en la que se observa que la formulación F6, F7 y F9 tienen los
más altos promedios para la variable tracción destacándose la formulación F9
como la mejor. En cuanto la variable elongación el tratamiento F7 tiene el
mejor promedio, así mismo, esta formulación tiene el mejor promedio para la
flexión, aunque se observa que presenta un comportamiento similar a las demás
formulaciones.
DISCUSIÓN
Se obtuvo almidón de
fécula de plátano verde (Musa paradisiaca L.) de la
variedad “criollo” o “común” con un rendimiento de 10.42%, este resultado es
menor que el obtenido por Mantilla (2021), quien
reportó un rendimiento de 17% de almidón de fécula de plátano verde de variedad
“Dominico Hartón”. Esta diferencia puede deberse a que se trata de diferentes
variedades, por otra parte,
Guerrero (2020) reportó un
rendimiento de 12.5% de almidón de fécula de plátano verde (Musa paradisiaca L.) de
variedad “Bellaco” cercano al resultado obtenido, así mismo, Iguardia (2013) reportó la
extracción de almidón de fécula de banano verde (Musa sapientum) de variedad “Cavendish”
con un rendimiento de 24.03% que supera al doble del rendimiento obtenido,
respaldando que la cantidad de almidón está influenciado por la variedad del fruto.
Se obtuvo un rendimiento de 28.10% de celulosa de
cascarilla de café pergamino (C. arabica L.) empleando el método de hidrolisis
básica, el resultado es menor que el obtenido por Bohórquez (2017) 58.83%, así
mismo, Rodríguez (2022) reportó
51.01% de rendimiento de celulosa de cascarilla de café pergamino (C. arabica L.), mientras que Arias y Meneses (2016) obtuvieron
un rendimiento de 36.70% de celulosa y además Rojas y Hernández (2022) reportaron un rendimiento promedio de extracción de
alfa celulosa del 57.23% de pulpa de café, como se observa los rendimientos
reportados por las referencias y lo obtenido son diferentes, estas diferencias
pueden deberse a diversos factores, tales como el método de obtención, a la variedad
de café y calidad de los reactivos usados, tal como lo menciona (Rodríguez, 2022).
Según los resultados, tal como se muestran en la
Tabla 3, a mayor concentración de almidón aumenta la fuerza de tracción,
elongación y flexión, es decir, la
resistencia a la tracción, elongación y flexión es favorecido por el incremento
de almidón, sin embargo, el aumento de la concentración de celulosa solo
favorece a la tracción, desfavorece a la elongación y es indiferente para la
flexión, tal como se muestra en la Tabla 6. Por otra parte, en la Tabla 7 se
muestra la interacción de ambas variables (concentración de almidón y
concentración de celulosa), observándose que la formulación 7 (almidón 15% y
celulosa 2%) presenta los mejores promedios para las variables respuestas
tracción, elongación y flexión.
Los resultados obtenidos
para la tracción concuerdan con los hallados por Rendón et al. (2022), indicaron que al incrementar mayor concentración de
celulosa en la formulación de bioplástico a base de almidón y microcelulosa de residuos de mango, aumentó la tracción,
asimismo, Agustin et al.
(2014) quienes reportaron que
al aumentar la concentración de celulosa nanocristalina
de pajilla de arroz en la formulación de bioplástico a base de almidón
comercial, incrementó significativamente la tracción, este efecto de
reforzamiento aportado por la celulosa se debe a la dispersión de las fibras en
el bioplástico, ya que la interacción entre el material de refuerzo y la matriz
polimérica determinan las propiedades mecánicas. El mismo efecto fue reportado por Fourati et al.
(2021) al añadir celulosa nanocristalina al
bioplástico a base de la mezcla de adipato de
butileno-co-tereftalato)/poliester
y almidón termoplastico (PBAT/TPS), sin embargo, Nugroho et al. (2020) indicó que la adición de almidón, celulosa y
celulosa modificada con ácidos grasos en la formulación de biopelícula
disminuyó la tracción.
La elongación se ve favorecida por una menor
concentración de celulosa (C1) y mayor concentración de almidón (A3). Sin
embargo, una mayor concentración de celulosa (C3) y menor concentración de
almidón (A1) ejerce el efecto contrario en el bioplástico. Resultados similares
fueron obtenidos por Maulida et al. (2016) al añadir
celulosa microcristalina en la elaboración de bioplástico a partir de almidón
de cáscara de yuca, donde la elongación disminuyó con la adición de celulosa
microcristalina. Posiblemente se deba a los enlaces hidrógeno entre el grupo
hidroxilo (O-H) del almidón y los grupos hidroxilo y carboxilo (COOH) de la
celulosa. Esta unión originó la reducción de la elongación. Asimismo, Agustin et al. (2014) y Bilo et al. (2018) determinaron que al aumentar el porcentaje de
celulosa nanocristalina de pajilla de arroz en la
formulación bioplástico a base de almidón, la elongación también se ve
afectada.
Sin
embargo, Lubis et al. (2018) determinó que a mayor concentración de almidón de
fruto de Jack y menor concentración de celulosa microcristalina disminuye la
elongación. La disminución en la elongación se debe a la fuerte interacción
entre las sustancias que componen el bioplástico (moléculas de almidón con las
fibras de la celulosa). Estos resultados son similares de los logrados en la
investigación, según la Tabla 14. Una mayor concentración de celulosa no
favorece la elongación debido a que hay mayor presencia de fibras en el
bioplástico lo que genera que sea más compacto.
CONCLUSIONES
Se
obtuvieron 2322.64 g de almidón proveniente de 22611 g de pulpa de plátano que
representa un rendimiento de extracción de almidón de plátano verde (M. paradisiaca L.) de 10.42%.
El
rendimiento de extracción de compuestos celulósicos de la cascarilla del café (C. arabica L.)
pergamino fue de 28.10%, que representa a 137.67 g de celulosa proveniente
de 490 g de cascarilla de café pergamino.
Se elaboraron
9 formulaciones, los bioplásticos F1, F2 y F4 fueron transparentes debido a la
poca concentración de celulosa, F1 y F2 de poca consistencia; F3 y F5 fueron
blancos lechosos pero compactos, F6 fue blanco lecho y quebradizo debido a la
alta proporción de celulosa. F7 fue lechoso traslúcido, consistente y elástico;
F8 y F9 presentaron coloración blanco lechoso y consistentes por el alto
contenido en almidón y celulosa.
La
formulación F7 presentó mejores propiedades mecánicas, resistencia a la
tracción, mejor elongación y flexión, que corresponde al bioplástico con una
composición de 15 g de almidón y 2 g de celulosa, además, el aumento de la
concentración de almidón favorece a la tracción, elongación y flexión, sin
embargo, el aumento de la concentración de celulosa solo favorece a la tracción, desfavorece a la elongación y es indiferente
para la flexión.
REFERENCIAS
BIBLIOGRÁFICAS
Agustin, M. B., Ahmmad, B., Alonzo, S. M. M., y Patriana, F. M. (2014). Bioplastic based on starch and cellulose nanocrystals from rice straw. Journal
of Reinforced Plastics and Composites, 33(24), 2205-2213.
https://doi.org/10.1177/0731684414558325.
Arias, R., y Meneses, J. (2016). Caracterización físico-química de los
residuos agroindustriales (cascarilla de arroz y cascarilla de café), como
materia prima potencial para la obtención de biotenol, [Tesis, Universidad Nacional
Autónoma de Managua]
Bilo, F., Pandini, S., Sartore, L., Depero, L. E., Gargiulo, G., Bonassi, A., Federici, S., y Bontempi,
E. (2018). A sustainable bioplastic
obtained from rice straw. Journal of Cleaner Production, 200, 357-368.
https://doi.org/10.1016/j.jclepro.2018.07.252
Bohórquez, N. (2017). Factibilidad de la obtención de celulosa a
partir de los residuos provenientes de la trilla del café.
[Tesis, Fundación Universidad de América. Colombia]. http://repository.uamerica.edu.co/handle/20.500.11839/6327
Cedeño, N., y Zambrano, J. C. (2021). Diseño de una línea de
producción para la obtención de bioplásticos aprovechando los residuos de café
a escala Industrial en la ciudad de Quevedo. [Tesis. Universidad Técnica
Estatal de Quevedo. Ecuador]. https://repositorio.uteq.edu.ec/handle/43000/6115
Fourati, Y., Tarrés, Q., Delgado-Aguilar, M., Mutjé, P., y Boufi, S. (2021). Cellulose nanofibrils reinforced
PBAT/TPS blends: Mechanical and rheological properties. International
Journal of Biological Macromolecules, 183, 267-275. https://doi.org/10.1016/j.ijbiomac.2021.04.102
Guerrero, L. (2020). Grado de biodegradabilidad del bioplástico
elaborado con almidón de plátano verde (Musa paradisiaca L.). [Tesis.
Universidad Nacional de Jaén. Perú]
Iguardia, C. H. (2013). Sintesis
y Caracterización de Bioplástico a partir de Almidón de Banano Verde (Musa sapientum variedad Cavendish). [Tesis. Universidad de San
Carlos de Guatemala]. http://biblioteca.usac.edu.gt/tesis/06/06_3523.pdf
Jannah, M., Ahmad, A., Hayatun,
A., Taba, P., y Chadijah, S. (2019). Effect of filler and plastisizer on the mechanical properties of bioplastic
cellulose from rice husk. Journal of Physics: Conference Series,
1341(3), 032019. https://doi.org/10.1088/1742-6596/1341/3/032019
Lema, E., y Manzo, S. (2021). Diseño de una línea de producción de
bioplástico a partir de residuos del cacao con aplicación en envasado de
alimentos. [Tesis. Universidad Técnica Estatal de Quevedo. Ecuador]. https://repositorio.uteq.edu.ec/handle/43000/6113
Lubis, M., Gana, A., Maysarah,
S., Ginting, M. H. S., y Harahap,
M. B. (2018). Production
of bioplastic from jackfruit seed starch (Artocarpus heterophyllus) reinforced
with microcrystalline cellulose from cocoa pod husk (Theobroma cacao L.)
using glycerol as plasticizer. IOP Conference Series: Materials
Science and Engineering, 309, 012100.
https://doi.org/10.1088/1757-899X/309/1/012100
Mantilla, C. A. (2021). Extracción de almidón de plátano Dominico
Hartón y síntesis de biopolímeros para la evaluación de su comportamiento en
pruebas de resistencia a la tracción y el agua. [Tesis. Universidad Libre. Colombia].
https://hdl.handle.net/10901/19519
Maulida, Siagian, M., y Tarigan, P. (2016). Production of Starch Based Bioplastic from
Cassava Peel Reinforced with Microcrystalline Celllulose
Avicel PH101 Using Sorbitol as Plasticizer. Journal of Physics: Conference
Series, 710, 012012. https://doi.org/10.1088/1742-6596/710/1/012012
Nugroho, F. G., Nizardo, N. M., y Saepudin, E. (2020). Synthesis of citric acid crosslinked
PVA/tapioca starch bioplastic reinforced with grafted cellulose. Conferencia AIP. Proc. 2242(1). https://doi.org/10.1063/5.0010357
Ortega, M. (2019). Elaboración de bioplástico a partir de paja y residuos de granos de arroz. [Tesis, Universidad Tecnológica del Perú]. https://hdl.handle.net/20.500.12867/2810
Osorio, A. P. O., y Rubiano, K. D. R. (2019). Desarrollo de una biopelicula partiendo de cáscara de banano y fibra natural
como agente de refuerzo a nivel de laboratorio. [Tesis, Fundación
Universidad de América. Colombia].
Rendón, R., Lorenzo, M. A., Olvera, R., y Trujillo, C. A. (2022). Bioplastic composed of starch and
micro-cellulose from waste mango: Mechanical properties and biodegradation. Polímeros, 32(3), e2022026.
https://doi.org/10.1590/0104-1428.20210031
Rodríguez, I. (2022). Pulpa de celulosa a partir de cascarilla de
café (Coffea arabica) por
el método alcalino. [Tesis. UNAN-Managua]. http://repositorio.unan.edu.ni/19546/
Rojas, E. A., y Hernández, G. (2022). Aprovechamiento tecnológico de
la pulpa de café en la obtención de un producto vaso biodegradable.
[Repositorio Universidad de La Salle, Bogotá].
Vargas, Y. A., y Pérez, L. I. (2018). Aprovechamiento de residuos
Agroindustriales para el mejoramiento de la Calidad del Ambiente. Revista
Facultad de Ciencias Básicas, 14(1), 59-72. DOI: https://doi.org/10.18359/rfcb.3108